
1.6. Температуры газов, кладки и удельное время нагрева
Исходя из общих принципов расчета нагрева металла (см. разд. 2 введения), на каждом расчетном участке нагревательной печи должны быть известны температура продуктов сгорания, начальное температурное состояние металла и продолжительность нагрева.
Температуру продуктов сгорания в сварочной зоне принимают на 80—130°С, а в томильной на 30—50 °С выше заданной конечной температуры поверхности металла Повышение температуры продуктов сгорания свыше 1350— 1400 °С нежелательно, так как приводит к увеличению окисления и обезуглероживания металла и уменьшению стойкости огнеупоров и элементов печи. Рекомендуемые значения температуры продуктов сгорания в зонах отопления нагревательной печи при нагреве рядовой стали приведены в табл. 1.2.
Для некоторых марок стали температуру продуктов сгорания в начале печи со стороны посада металла ограничивают, что обусловлено опасностью чрезмерно высоких температурных напряжений в металле. В табл. 1.3 даны максимальные температуры продуктов сгорания в начале печи, при которых допустим холодный посад некоторых марок сталей.
При расчете нагрева металла в печах, где слой продуктов сгорания имеет небольшую толщину (печи с роликовым подом, секционные), а также при косвенном радиационном нагреве (сводовое отопление) нагревающим телом может быть принята кладка. При выборе температуры кладки следует учитывать, что в зонах, где металл имеет высокую температуру, температура кладки близка к температуре продуктов сгорания, а в зонах, где металл еще холодный, температура кладки может быть ниже температуры продуктов сгорания на 100— 150 °С. Зависимость между температурами продуктов сгорания и кладки дают формулы (13.22) и (13.23).
Начальное температурное состояние металла для каждого последующего участка принимают равным конечному температурному состоянию в предыдущей зоне, как указано в пункте 5 Введения.
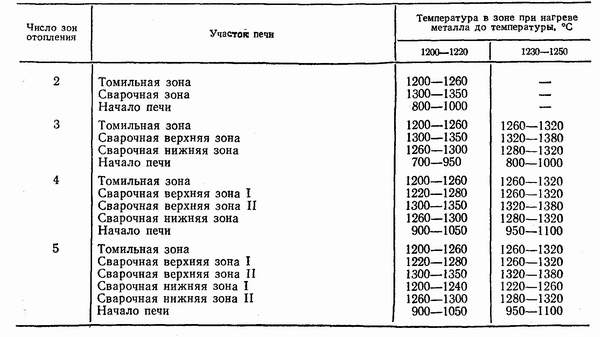
ТАБЛИЦА 1.2. ТЕМПЕРАТУРА ПРОДУКТОВ СГОРАНИЯ В ЗОНАХ ОТОПЛЕНИЯ НАГРЕВАТЕЛЬНОЙ ПЕЧИ ПРИ НАГРЕВЕ РЯДОВОЙ СТАЛИ
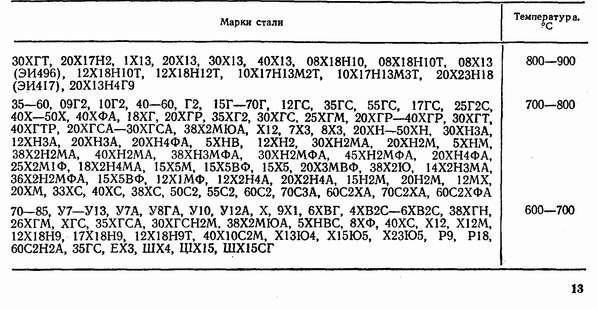
ТАБЛИЦА 1.3. МАКСИМАЛЬНАЯ ТЕМПЕРАТУРА В НАЧАЛЕ ПЕЧИ, ПРИ КОТОРОЙ ДОПУСТИМ ХОЛОДНЫЙ ПОСАД
Для предварительного определения продолжительности нагрева металла пользуются практическими данными. Общую продолжительность нагрева металла, ч, исходя из практических данных определяют по формуле
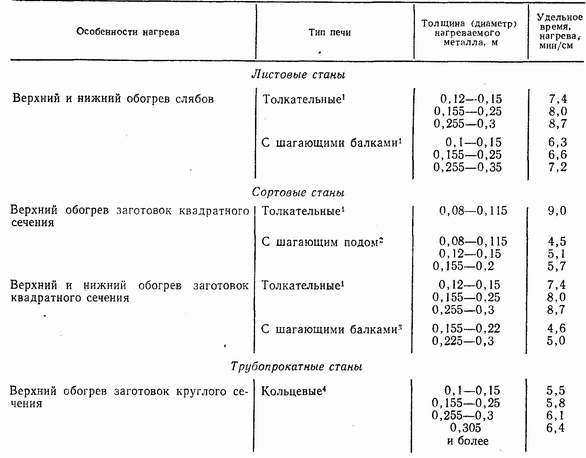
ТАБЛИЦА 1.4. УДЕЛЬНОЕ ВРЕМЯ НАГРЕВА НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ В НЕПРЕРЫВНЫХ НАГРЕВАТЕЛЬНЫХ ПЕЧАХ
1.Коэффициент заполнения полезной длины печи 0,98.
2. То же, 0.4.
3. То же, 0,8.
4.То же, 0,3—0,5.
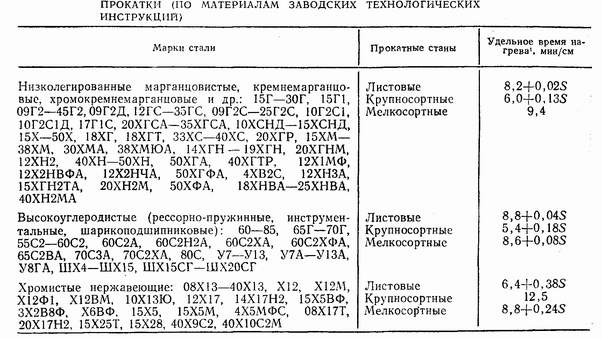
ТАБЛИЦА 1.5. УДЕЛЬНОЕ ВРЕМЯ НАГРЕВА ЗАГОТОВОК РАЗЛИЧНЫХ МАРОК СТАЛИ В ТОЛКАТЕЛЬНЫХ ПЕЧАХ ДВУХСТОРОННЕГО ОБОГРЕВА ДО ТЕМПЕРАТУРЫ
Примечания:
1. При нагреве заготовок с зазором в печах с шагающим подом сортовых станов и в кольцевых печах трубопрокатных станов удельное время нагрева следует принимать по отношению к нагреву низкоуглеродистых марок стали (см. табл. 1.4): для низколегированных марок стали — одинаковым; для среднелегированных — на 10—12% больше; для легированных — на 30 % больше.
2. Марки стали сгруппированы по времени нагрева при одинаковых условиях. 3. К листовым станам отнесены толсто- и среднелистовые, универсальные, полосовые, широкополосные (тонколистовые); к крупносортным — еще и рельсобалочные, заготовочные и трубозаготовочные; к мелкосортным — еще и среднесортные и проволочные станы.
τ=zS/0,6 (1.1)
где S — толщина нагреваемого металла, м; z—удельное время нагрева, мин/см. Практические данные об удельном времени нагрева в зависимости от типа нагревательной печи, марки стали и толщины нагреваемого металла приведены в табл. 1.4 и 1.5.


